Electrical discharge machining (EDM) can be used for the cutting, sinking and drilling of electrically conductive materials. The workpiece material is melted by an electrical pulse and plasma formation. After implosion with the support of the dielectric fluid, the material is removed from the process zone. Therefor EDM is a thermal removal process in which material is removed from both the workpiece and the tool. By suitable adjustment of the parameters of the EDM process, the ablation on the workpiece can be optimized with regard to precision and ablation performance. Also, the wear on the tool electrode can be reduced. All three EDM processes are investigated together with basic process research. Electrochemical processes are also used where removal from the workpiece, but no removal or wear at the tool, is achieved.
EDM drilling
The main applications of EDM drilling are in the manufacturing of holes with a large L/D ratio. Some of the holes are not perpendicular to the workpiece surface or are in electrically conductive materials that are difficult to machine. Typically, the cylindrical electrode rotates and is flushed with the dielectric through one or more internal bores. The electrode is guided and the system is also suitable for EDM milling. Therefor defined geometries can be manufactured. For example, bore entry and exit interfaces for fuel injection systems or cooling bores on turbine blades can be realized.
Die-sinking EDM
Die-sinking EDM is probably the most widespread EDM process. The electrode is formed into the workpiece with a small erosion gap. A typical application is the manufacturing of tool molds. Often they have complex geometries made of materials that are difficult to machine and cannot be manufactured precisely and economically using any other process. Our research here focuses on the manufacturing of electrodes, mainly by milling and the selection of EDM parameters, so that the tool electrode produces precise removal with little wear. For this purpose, it is necessary to know the location of the spark formation on the electrode and to be able to influence its energy. Further investigation areas are eroding with gaseous dielectrics (dry eroding), the selection of the dielectric or the proper choice of material for the electrode. The research also aims to guarantee specific surface properties such as mirror finish.
EDM cutting
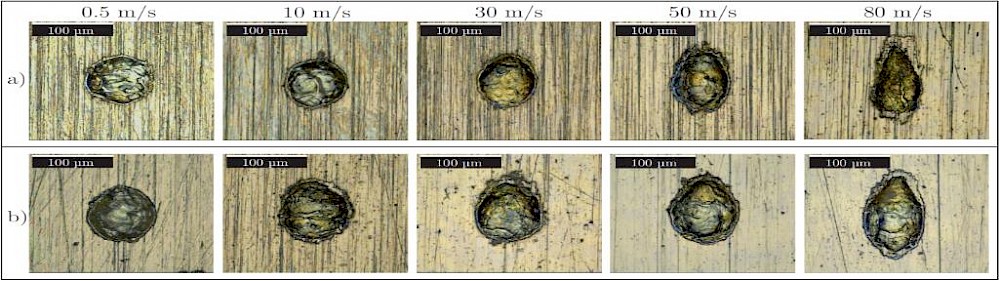
Wire EDM cutting is often used to cut electrically conductive materials that are difficult to machine by a cutting process or to manufacture precise solid joints. The electrode is formed by a thin, tensioned wire, which is continuously renewed by further spooling. The process takes place in a basin, usually filled with deionized water as dielectric fluid. Research tasks are the manipulation of the workpiece surface by the variation of process parameters (including wire and rinsing). Besides this, an optimization of the wire guidance regarding accuracy and vibration avoidance is our research focus. Further investigations are done in process monitoring as well as in microstructural changes, especially at thin spots. Several of these aspects were investigated during the development of the Wire Dress process for dressing grinding wheels. The aspect of EDM wire cutting at high relative speeds between wire and grinding wheel (= workpiece) has also been added. The process control at grinding speed and the feeding of the grinding oil - in this case acting as dielectric - into the eroding gap is particularly important.
Basic research spark erosion
For a better understanding of the EDM process, the plasma or the emitted light in the erosion gap is investigated. The light is analyzed by means of a spectrometer for the emitted light wavelengths and thus for the atomic components. The duration, size, position and intensity of the plasma are recorded with a high-speed camera. Depending on the pairing of the electrode and workpiece material, as well as the medium of the dielectric fluid, it can be determined which elements are responsible for the emitted light. The simulation of the light spectra with PrismSPECT and the comparison with the measured spectra allow a better understanding of the EDM process. It also determines the estimation of the occurring temperatures. Another simulation model is used to calculate the molten workpiece material or the size of the crater eroded by a single pulse.