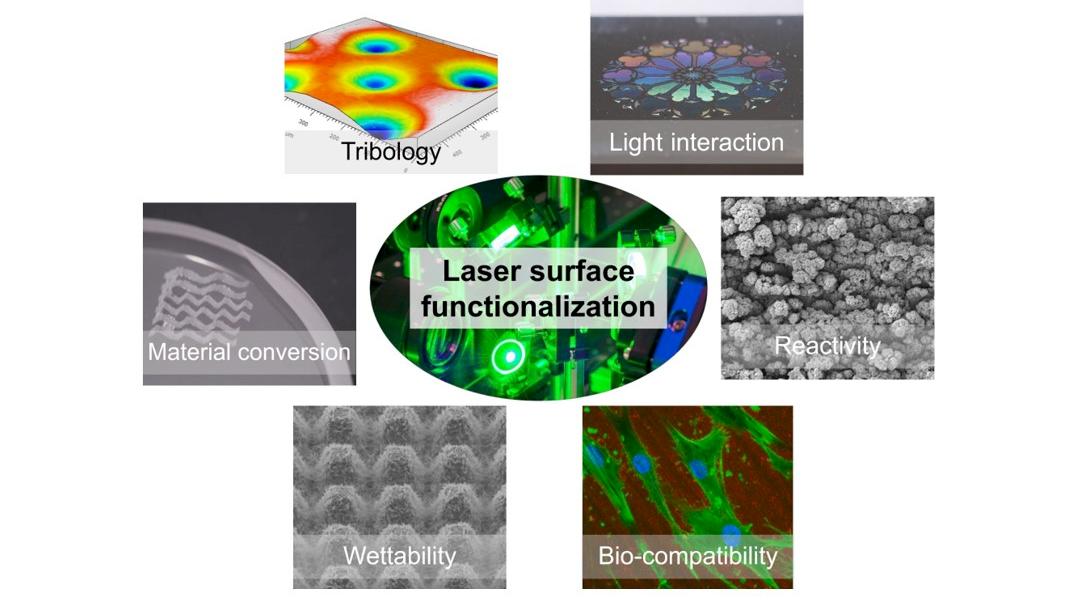
Dans le domaine de recherche sur l’usinage au laser, l’accent est mis sur la recherche expérimentale des procédés laser à impulsion ultra-courte avec l’application principale "fonctionnalisation des surfaces" et "traitement des matériaux ultra-durs". Un laboratoire bien équipé avec des lasers ns, ps et fs dans des classes de puissance de 5 W à 200 W et des longueurs d’ondes de 355 nm à 1064 nm permet le traitement de beaucoup de matériaux, même exotiques et la fonctionnalisation des surfaces.
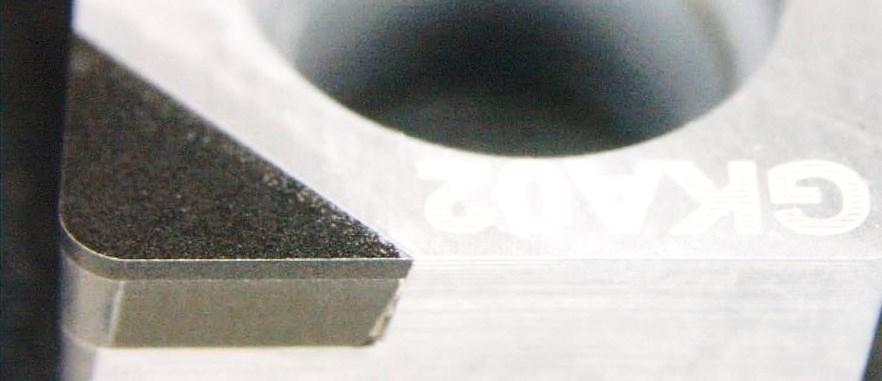
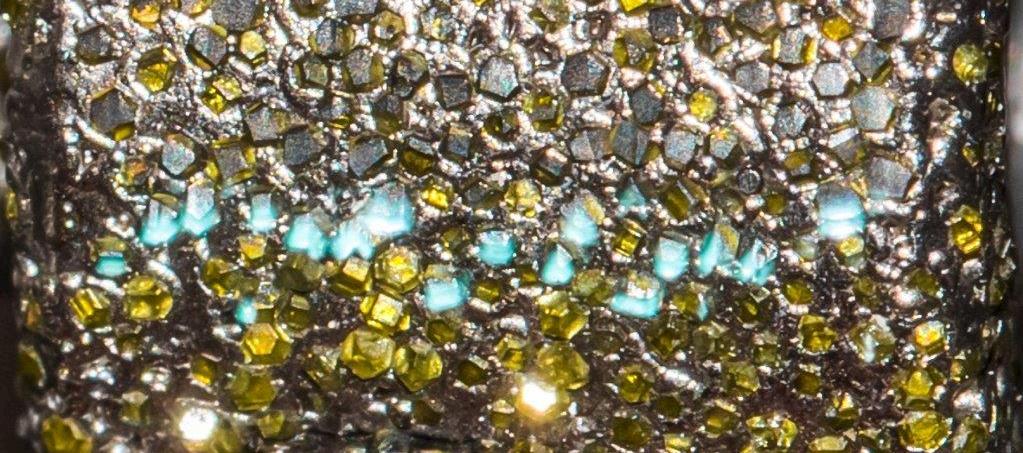
Usinage des grains de diamant et des plaquettes de coupe ultra-dures
Outre l’usinage au laser d'outils avec une coupe géométriquement indéfinie, des plaquettes de coupe et des petits outils en matériaux ultra-durs tel que le diamant naturel, le diamant polycristallin (PCD) ou le nitrure de bore cubique (CBN), etc. sont usinés. L’usinage de ces derniers n’est possible qu’avec un laser à impulsion ultra-courte, parce que dans ce cadre, le matériau est enlevé dans un procédé de sublimation sans échauffement notable du réseau cristallin. On parle aussi de la technique laser à froid.
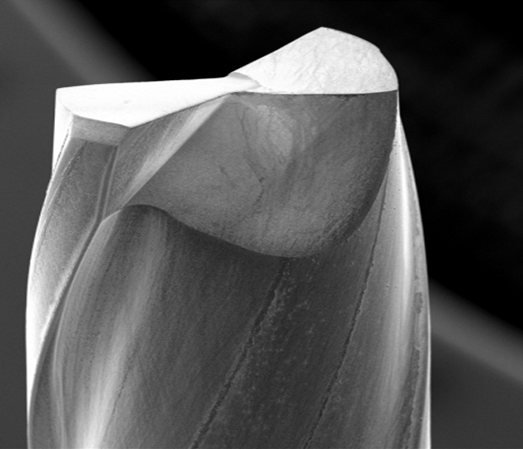
Fabrication de micro-perceuses
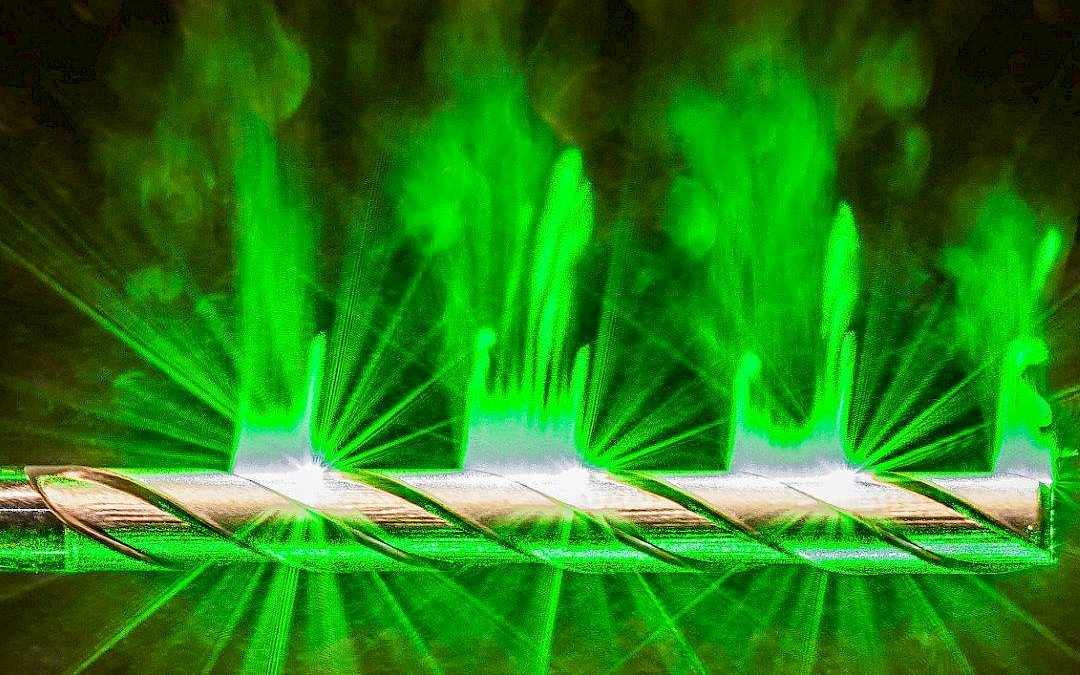
Pour la fabrication de perceuses en métal dur ou de fraiseuses d'un diamètre d < 1 mm, l’utilisation des lasers à impulsions ultra-courtes est particulièrement appropriée grâce au procédé sans force et aux températures de traitement réduites. Les rugosités de surface obtenues ont la même qualité que celles du procédé de meulage.
Fabrication de micro-perceuses
Pour la fabrication de perceuses en métal dur ou de fraiseuses d'un diamètre d < 1 mm, l’utilisation des lasers à impulsions ultra-courtes est particulièrement appropriée grâce au procédé sans force et aux températures de traitement réduites. Les rugosités de surface obtenues ont la même qualité que celles du procédé de meulage.