Dans le domaine du tournage, du perçage et du fraisage, nous nous occupons de la recherche expérimentale et simulative des processus d’usinage classiques avec des tranchants définis. L’accent est mis sur l’interaction entre la pièce et l’outil, c’est-à-dire l’influence des matériaux, y compris le revêtement des outils, le lubrifiant réfrigérant et son adduction, ainsi que sur la géométrie des outils et les données de coupe. Pour la simulation, nous utilisons des outils FE connus tels que Ansys et Abakus, mais nous faisons aussi de la recherche sur de nouvelles méthodes basée sur particules. L’évaluation du processus s’effectue sur la base des forces, des surfaces des pièces, de la tolérance dimensionnelle et de l’usure des outils. Des matériaux difficiles à usiner figurent au premier plan.
Tournage
Le processus de tournage, la coupe orthogonale en particulier, sert souvent de base pour qualifier les propriétés de coupe des matériaux de la pièce. Par conséquent, un banc d’essai a été construit, basé sur un tour à CN, équipé d’appareils de mesure de force, de capteur d’émission acoustique et de pyromètres. De cette façon, la longueur, la compression ainsi que la température des copeaux peuvent être obtenus. En outre, un tribomètre 'in-process' est disponible, qui permet de mesurer le coefficient de frottement entre un axe sphérique et la surface de la pièce nouvellement générée dans les conditions de température du processus et du lubrifiant réfrigérant.
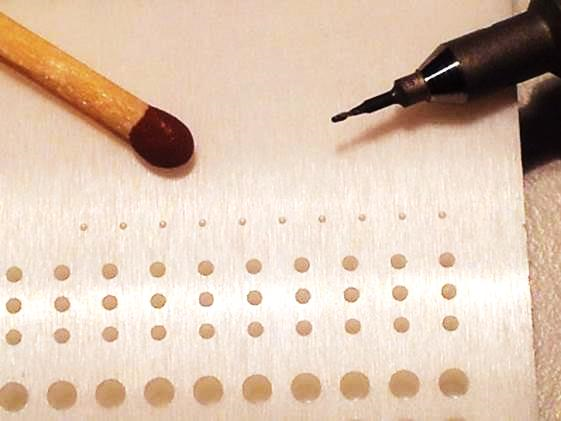
Perçage
L’usinage de coupe le plus fréquent, c’est le perçage. Les défis particuliers sur lesquels nous travaillons sont le perçage de plastique renforcé de fibres, partiellement dans des composites sandwich avec des matériaux en aluminium ou titane et le perçage dans des matériaux céramiques durs. Concernant les matériaux renforcés de fibre de carbone nous avons pu améliorer considérablement la durée de vie des forets hélicoïdaux en carbure revêtus de diamant et avec la géométrie coordonnée. Au niveau des matériaux céramiques durs, de nouvelles approches de solutions s’ouvrent grâce au fraisage circulaire avec des outils en PCD. A l'aide du laser à impulsions ultra-courtes en coopération avec nos spécialistes laser, nous avons défini certaines géométries pour ces arêtes de coupe PCD.
Fraisage
Contrairement au tournage et perçage, le charge sur le tranchant spécifique varie significativement pendant une rotation de l’outil. Le tranchant exerce une coupe interrompue, ce qui cause une forte charge mécanique dynamique sur le système « machine – outil – pièce ». C’est pourquoi le domaine de recherche principal dans ce processus est l'examen de la stabilité ou plutôt de la situation instable, quand on parle de cliquetis.
La priorité, c’est de reconnaître le cliquetis « Chatter Detection » et l’évitement du cliquetis. A cet effet, nous travaillons sur les modèles de processus et de machines, qui, si possible, sont obtenus à partir des données en ligne sur la mesure et le contrôle de la machine, en utilisant un traitement des données moderne (intelligence artificielle, réseaux neuronaux).
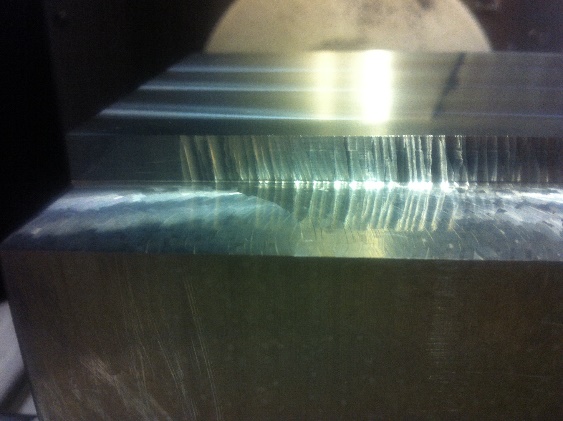
Fly Cutting
Pour l’usinage de précision, le « Fly Cutting » est très important. Avec cette technique un seul tranchant, généralement monocristallin, crée une surface précise et réfléchissante. Les autres procédés importants sont le High Speed Cutting (HSC), qui pemet de travailler à une vitesse dix fois supérieure que normale, le High Performance Cutting (HPC), qui permet d’augmenter la capacité d’enlèvement de matière et le High Feed Cutting (HFC) à des vitesses d’avance élevées à faible débit. Les HSC technologies permettent aussi l’usinage de matériaux durs avec des tranchants définis.
