Der Fokus im Forschungsbereich Laserbearbeitung liegt in der experimentellen Erforschung von ultrakurzgepulsten (UKP) Laserprozessen mit der Hauptanwendung “Funktionalisierung von Oberflächen" und "Bearbeitung ultraharter Materialien”. Ein gut ausgerüstetes Labor mit ns-, ps- und fs-Lasern in Leistungsklassen von 5W bis 200W und Wellenlängen von 355nm bis 1064nm erlaubt die Bearbeitung Bearbeitung exotischer Materialien mit Mikrometer-Präzision.
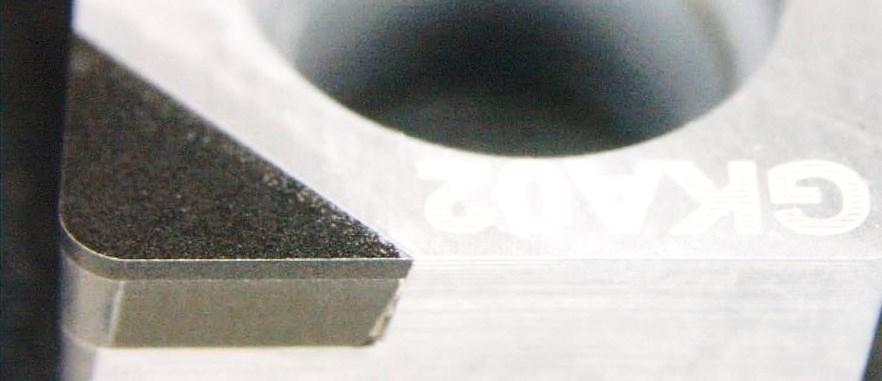
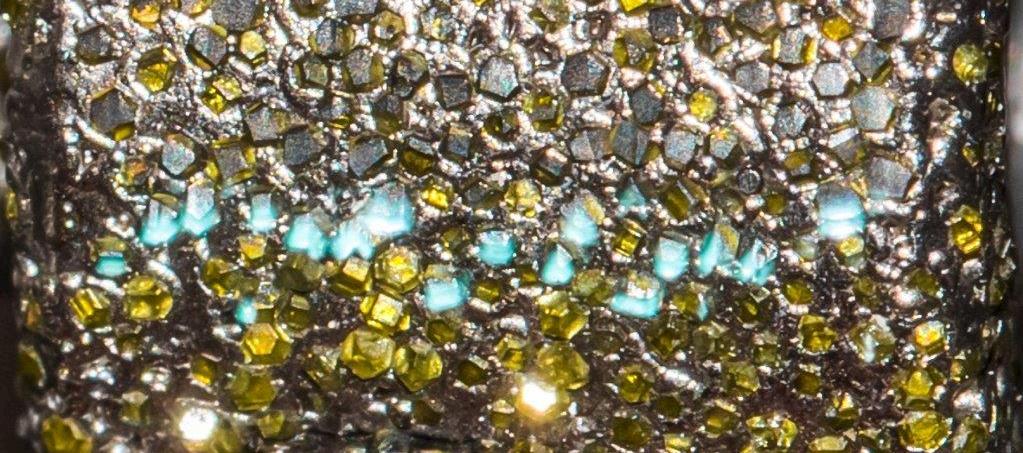
Bearbeitung von Diamantkörnern und ultraharten Wendeschneidplatten
Neben der Laserbearbeitung von Werkzeugen mit geometrisch unbestimmten Schneiden werden auch Wendeschneideplatten und Kleinwerkzeuge aus ultraharten Werkstoffen wie Naturdiamant, polykristalliner Diamant (PKD), kubisches Bornitrit (CBN) etc. bearbeitet. Die Bearbeitung der zuletzt genannten Materialien ist nur mit Ultrakurzpuls-Lasern möglich, da hierbei das Material durch einen Sublimationsprozess ohne nennenswerte Erwärmung des Kristallgitters abgetragen wird. Man spricht auch von kalten Laserprozessen.
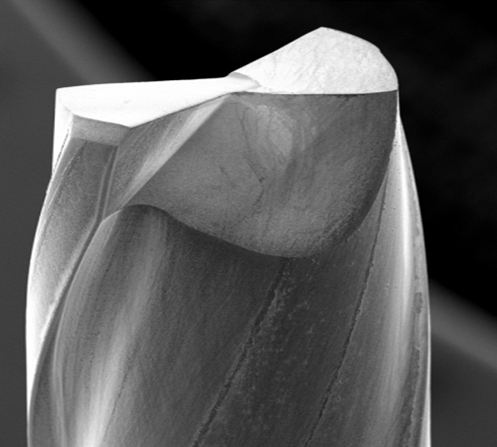
Fertigung von Mikrobohrern
Zur Herstellung von HM-Bohrern oder Fräsern mit Durchmessern d<1mm eignet sich der Einsatz von Ultrakurzpuls-Lasern besonders wegen des kräftefreien Prozesses und den reduzierten Bearbeitungstemperaturen. Die erzielbaren Oberflächenrauheiten sind denen des Schleifprozesses ebenbürtig.
Funktionalisierung von Oberflächen durch den Einsatz von Kurz- und Ultrakurzpulslasern
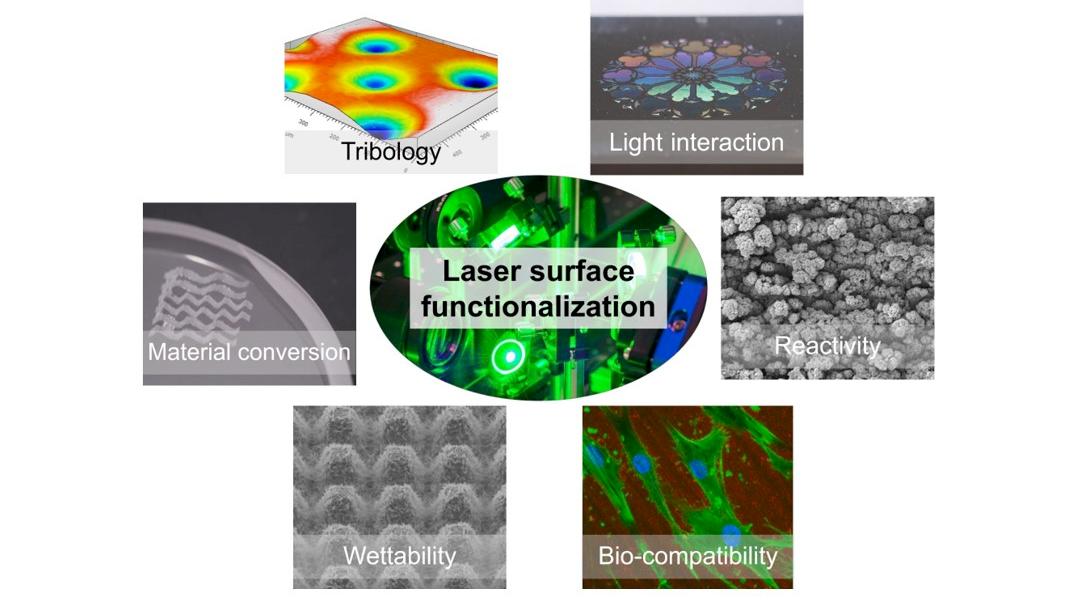
Mit dem Laser als vielseitiges Werkzeug können Oberflächen verschiedenster Materialien (Metallen, Polymeren und Keramiken) nahezu beliebig funktionalisiert werden. Durch die Funktionalisierung werden den Oberflächen gezielt bessere Eigenschaften (chemisch, elektrisch, etc.) verliehen, ähnlich wie durch eine Beschichtung. Die Vorteile einer Laserbearbeitung sind, dass die Funktionalisierung gezielt an gewünschter Stelle durchgeführt werden kann, dass auf den Einsatz von Chemikalien verzichten werden kann und das völlig neuartige Funktionen technisch realisierbar werden können. Ausserdem bietet der Laser die Möglichkeit die Oberfläche in ein funktionales System umzuwandeln. In einem solchen System sind mehrere Funktionalitäten miteinander kombiniert und die Oberflächentopographie wird so angepasst, dass die Funktionalitäten über die Lebenszeit geschützt bleiben. Um dies zu erreichen kann mit dem Kurz- und Ultrakurzpulslaser sowohl die chemische Zusammensetzung als auch die Struktur von Materialien modifiziert werden und zusätzlich kann gezielt eine Mikro- und Nanostrukturen an der Oberfläche erzeugt werden. Beispielsweise können mit dem Laser in einem ersten Schritt mikrometergrosse Löcher an der Oberfläche eines Kugellagers erzeugt werden, die dann als Schmiermittelreservoir dienen. In einem zweiten Schritt kann dann die restliche Oberfläche mit dem Laser in einer Stickstoffumgebung nitriert werden um besser vor Verschleiss zu schützen und in einem letzten Schritt können mit dem Laser Nanostrukturen am Rand der Löcher erzeugt werden, um dadurch die Benetzbarkeit anzupassen. Gesamtheitlich soll dadurch die Oberfläche gehärtet, der Schmiermittelablauf verringert, die Reibung reduziert und die Schmiermittelverteilung verbessert werden. Dadurch besitzt das Kugellager ein besseres Laufverhalten und zusätzlich wird der Verschleiss reduziert, wodurch sich sowohl die Funktion des Kugellagers verbessert als auch die Lebensdauer erhöht.
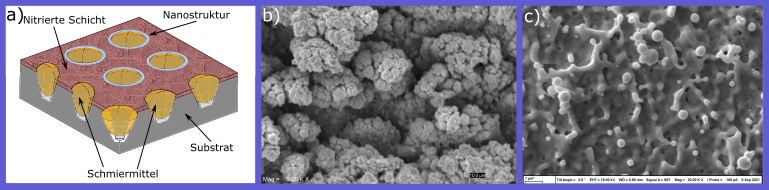
a) Schematische Darstellung einer funktionalisierten Oberfläche zur Verbesserung der Funktion und Erhöhung der Lebensdauer, b) elektronenmikroskopische Aufnahmen einer Mikro- und Nanostruktur zu Erhöhung der freien Oberfläche für elektrochemische Prozesse auf Silber und c) Aufnahmen einer Nanostruktur auf Silber mit dem Elektronenmikroskop