Die elektrische Funkenerosion (EDM) kann sowohl zum Schneiden und Senken wie auch zum Bohren von elektrisch leitfähigen Werkstoffen verwendet werden. Dabei wird das Werkstückmaterial durch einen elektrischen Puls und Plasmabildung kurzeitig aufgeschmolzen und nach Unterbruch und Implosion zusammen mit Hilfe des Dielektrikums aus der Bearbeitungszone ausgebracht. Es handelt sich also um ein thermisches Abtragsverfahren, bei dem sowohl am Werkstück wie auch am Werkzeug ein Materialabtrag erfolgt. Durch geeignete Abstimmung der Parameter des EDM-Prozesses kann der Abtrag am Werkstück hinsichtlich Präzision und Abtragsleistung optimiert und der Verschleiss an der Werkzeugelektrode reduziert werden. Alle drei EDM-Verfahren werden zusammen mit der grundlegenden Prozessforschung untersucht. Ebenfalls verwandt sind elektrochemische Verfahren, wo ein Abtrag am Werkstück aber kein Abtrag oder Verschleiss am Werkzeug erreicht wird.
Funkenerosionsbohren
Die Hauptanwendungen von EDM-Bohren liegen bei der Herstellung von Bohrungen mit grossem L/D-Verhältnis, die teilweise nicht senkrecht zur Werkstückoberfläche sind, bzw. in elektrisch leitfähige Materialien, die schwierig zu zerspanen sind. Typischerweise rotiert die zylindrische Stabelektrode und erlaubt eine Spülung mit dem Dielektrikum durch eine oder mehrere Innenbohrungen. Die Elektrode ist geführt und die Anlage eignet sich auch zum EDM-Fräsen, das heisst, es können z.B. an den Bohrungsein- und austrittstellen definierte Geometrien angebracht werden. Typische Anwendungen sind Bohrungen an Kraftstoff-Einspritzsystemen oder Kühlbohrungen an Turbinenschaufeln.
Senkerodieren
Das Senkerodieren ist wahrscheinlich das meist verbreitete Erodierverfahren. Dabei wird die Elektrode mit einem geringen Erodierspalt auf das Werkstück abgeformt. Typische Anwendungen sind Einsätze im Werkzeugformenbau oft mit komplexen Geometrien aus schwierig zerspanbaren Werkstoffen, die mit keinem anderen Verfahren präzise und wirtschaftlich hergestellt werden können. Unsere Forschung konzentriert sich hier auf die Herstellung der Elektroden, hauptsächlich durch Fräsen sowie die Wahl der EDM-Parameter, so dass die Werkzeugelektrode mit wenig Verschleiss einen präzisen Abtrag erzeugt. Dazu ist es notwendig, den Ort der Funkenbildung an der Elektrode zu kennen und dessen Energie beeinflussen zu können. Weitere Gebiete sind das Erodieren mit gasförmigen Dielektrika (Trockenerodieren), die Wahl des Dielektrikums oder des Werkstoffs für die Elektrode sowie die Prozessbeeinflussung zur Erzeugung von spezifischen Oberflächeneigenschaften wie spiegelnde Oberflächen.
Funkenerosionsschneiden
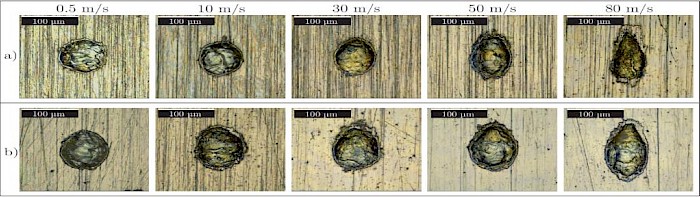
Zum Trennen von schwierig zerspanbaren elektrisch leitfähigen Werkstoffen oder zur Herstellung von präzisen Feststoffgelenken wird oft das EDM-Drahtschneiden angewendet. Dabei bildet ein dünner, gespannter Draht, der durch weiterspulen laufend erneuert wird, die Elektrode. Der Prozess findet in einem Bassin, meist gefüllt mit deionisiertem Wasser als Dielektrikum, statt. Forschungsaufgaben sind die Beeinflussung der Werkstückoberfläche durch die Prozessparameter inklusive Draht und Spülung, die Drahtführung hinsichtlich Genauigkeit und Vibrationsvermeidung, Prozessmonitoring sowie Gefügeveränderungen, insbesondere bei Dünnstellen. Verschiedene dieser Aspekte wurden bei der Entwicklung des Wire Dress - Verfahrens zum Abrichten von Schleifscheiben untersucht. Zusätzlich dazugekommen ist dort der Aspekt des EDM-Drahtschneidens bei hoher Relativgeschwindigkeit zwischen Draht und Schleifscheibe (= Werkstück). Speziell daran ist die Prozessführung bei Schleifgeschwindigkeit sowie die Zuführung des Schleiföls – hier als Dielektrikum agierend - in den Erodierspalt.
Grundlagenforschung Funkenerosion
Für ein besseres Prozessverständnis wird das Plasma respektive das emittierte Licht im Erodierspalt untersucht. Dazu wird das Licht mit Hilfe eines Spektrometers auf die emittierten Lichtwellenlängen respektive atomaren Bestandteile analysiert sowie die Dauer, Grösse, Lage und Intensität des Plasmas mit einer Hochgeschwindigkeitskamera erfasst. Je nach Paarung von Elektroden- und Werkstückmaterial sowie Medium des Dielektrikums kann festgestellt werden, welche Elemente für das emittierte Licht verantwortlich sind. Die Simulation der Lichtspektren mit PrismSPECT und der Vergleich mit den gemessenen Spektren ermöglichen ein besseres Verständnis des EDM-Prozesses sowie die Abschätzung der auftretenden Temperaturen. Ein weiteres Simulationsmodell dient zur Berechnung des aufgeschmolzenen Werkstückmaterials respektive der Grösse des von einem einzelnen Puls erodierten Kraters.